

1.项目概况
我厂走入市场的过程中,利用自身的技术、设备、资源优势,始终把曲轴锻件产品做为主攻方向,经过10多年的发展,已在国内的锻钢曲轴毛坯市场占据了一席之地。
在开拓曲轴毛坯市场的过程中,有许多用户希望我们能进行深加工、供成品,于是我厂提出建设一条国内一流水平,核心设备为世界顶级装备的曲轴数控柔性加工线是符合当前和今后国内外生产要求的,报告提出的方案是结合工厂实际;在充分利用原有优势资源的基础上,对其生产能力和产业链的延伸作进一步充实和提高。金属加工,值得关注!
在充分利用现有资源的基础上,我们将对正在使用的一台气动打标机进行改造,让设备利用率最大化,节省企业的成本,创造更多的效益。
2.实施方案
(1)原方案。这台打标机(见图1)只能打盘类的零件,无法满足轴类零件的打号工艺,所以我们想把这台设备给设计改进一下,让它既能满足盘类,也能满足轴类零件的打号。
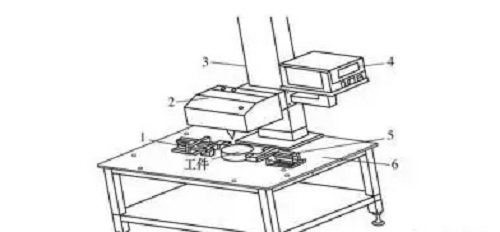
图 1
1.定位块 2.打标机头 3.打标机座 4.7in屏工控机 5.控制气缸 6.打标工作平台
现以曲轴零件为例进行改进,方案如下:①把原先打标机的工装进行分解拆卸下来,以便后续使用,对工装台上面的钢板拆卸下来后重新进行设计加工,在钢板上加工12个φ 6mm的孔,在后续安装直线导轨使用,同时又对钢板右上角位置加工两个尺寸为200mm×20mm的槽,来安装打标机座,开这个槽的目的是能够让打标机座左右调节,以便满足不同长度的轴类零件的打号。②设计加工一块耐热钢板,规格为600mm×300mm×10mm,在钢板左侧再铣两个尺寸为200mm×20mm的槽,右侧钻两个φ 20mm的孔。③设计加工两个V形支撑块,安装在耐热钢板的上面,左侧V形支撑块可以左右调节,这样可以满足不同长度轴类零件的打号。金属加工,值得关注!
(2)改进方案。在工装改造完成以后进行试打标号,发现存在两个方面的问题,第一在向曲轴平衡块上打号的时候无法固定一个位置;第二是在向平衡块打号的时候发现流水号有深有浅,发现平衡块侧面平行度不好把握,导致流水号深浅不一。
针对以上两个问题,我们做了如下改进方案:①客户要求必须在平衡块的某个区域来打流水号,打号过程中无法固定位置是无法满足客户需求的,在这种情况下重新设计了2个定位销安装在导轨的前、后两个位置,确保曲轴前后移动位置的固定。②在打曲轴平衡块流水号的时候,出现打号的深浅不一,针对这种情况我们在钢板的开槽位置,安装一个角向调整定位螺钉,确保平衡块接触到螺钉时调整到与钢板平行。③经过一段时间的改进,能够充分对曲轴平衡块进行打号,满足了客户的需求。
3.结语
这台打号机经过近半个多月的改进,即能满足盘类零件也能满足轴类零件的打号,如果想对轴类或者盘类零件打号,只要更换上其对应的工装就能够轻松实现,这在很大程度上提高了这台打标机的使用效率,充分利用现有资源,为企业节省成本,创造更多效益。




